
In a waste-to-energy plant, we encounter various subprocesses to convert waste into energy. The entire process can roughly be divided into four subprocesses: waste input, resource recovery, the combustion process, and the flue gas cleaning process. In this article, we will highlight the measuring equipment related to flow and dust monitoring that we offer to control and monitor this continuous process for each subprocess.
Equipment for flow and dust measurements:
- ProGap for level measurement in feed hoppers
- SolidFlow 2.0 for mass flow measurement of absorbent
- FlowJam for flow/no-flow detection at cyclone outlet
- ProGap for ash level measurement at filter discharge
- FlowJam for flow detection in the ash transport system
- ProGap for silo level measurement
- Dusty C for filter performance trend signal for predictive maintenance
- AirSafe for ambient air monitoring inside the filter
Istec is also specialized in:
- Temperature instrumentation – resistance thermometers and thermocouples
- Machine condition monitoring
Continuous process requires reliable monitoring
Proper monitoring of a waste treatment process is crucial for two main reasons. First, a waste treatment company has obligations to the government. This could be related to the amount of waste it must process per year, but also the amount of heat (district heating) or energy it must deliver. Therefore, it is important that the process can continue uninterrupted, as any disruption in waste input to the furnace could cool down the process, requiring significant time to restart the combustion. The second reason for monitoring is the increasingly stringent emission regulations.
Waste input in the waste bunker
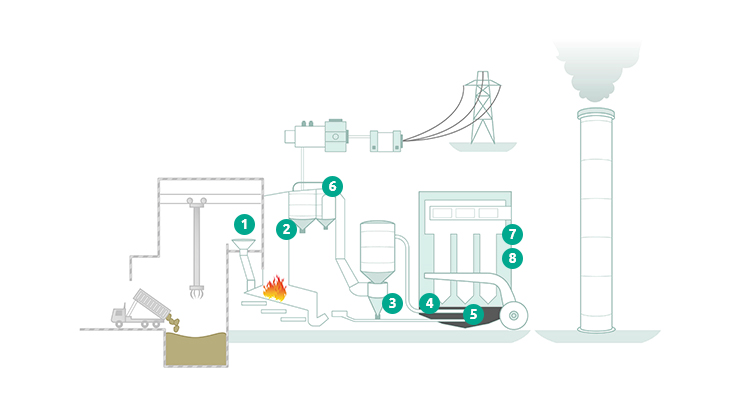
For optimal combustion, it is essential that the waste is of uniform quality. Therefore, the waste in the waste bunker is mixed. Large grabbers then deposit the waste mixture into the feed hoppers of the combustion furnaces. To monitor the fill level of the hoppers, the ProGap (1) can be used.
Recovery of resources
Some waste is non-combustible and remains on the bottom of the boiler after combustion. This so-called AEC bottom ash is cleaned so it can be reused. Large quantities of iron and non-ferrous metals such as aluminum and copper are recovered in this process. For level monitoring in the storage silos, the ProGap can be deployed (3)(6).
Finally, sand and gravel are left over, which is transported away by trucks. To prevent overloading during truck filling, the MaxxFlow can be used.
Combustion process
After the combustion process, an absorbent is added to the flue gas to bind certain particles. It is important to add the correct amount of absorbent—not too much, not too little. The amount of absorbent added can be monitored with the SolidFlow 2.0 or PicoFlow (2).
Also read this case study: Flue gas cleaning at a waste incineration plant »
Flue gas cleaning
The final subprocess is cleaning the flue gas so that almost only water vapor comes out of the chimney. This is the longest stage in the entire waste treatment process. The flue gases are purified in several steps, aiming to recover useful products at each stage.
In the initial steps, airborne particles are captured by an electrostatic filter behind the boiler outlet. This fly ash is, for instance, used as a filler for asphalt and is transported away by trucks. The MaxxFlow can be used here to prevent overloading.
The next step is flue gas purification through a bag filter, also called a sleeve filter. These filters can sometimes clog or tear. If only tear detection is required, installing a Dusty (C) at the end of the bag filter is sufficient. If a filter is torn, excess dust particles will be detected in the cleaned flue gas, triggering an immediate alarm signal. The Dusty also provides a trend signal, as its output is a 4-20mA signal (7). To monitor the ash level, a ProGap can be used to measure the ash height (4).
To monitor the ambient air in an enclosed space, AirSafe can be deployed. AirSafe offers an effective solution for monitoring and controlling dust concentrations in a space. With the AirSafe, dust explosion zones can be prevented, dust concentrations in work environments can be safely monitored, and the escape of dust from a system can be quickly detected.
Vibration measurements and services for rotating machines
The waste treatment process involves many rotating machines. These include pumps to circulate (cooling) water within the closed system, fans to direct/move the flue gas, and, of course, one or more turbines to generate electricity. Istec provides products and services for vibration measurements on rotating machines for machine condition monitoring and machine monitoring. In addition to sensors and measuring equipment, Istec specialists perform vibration measurements on rotating machines and install monitoring systems for vibration monitoring and overspeed monitoring.
