Istec offers a wide range of measuring instruments for monitoring and controlling flow processes in steel production. In this article, we explain the flow and dust measurement equipment we provide.
- DensFlow for mass flow measurement of pulverized coal heading towards the blast furnace
- FlowJam for Flow/NoFlow detection
- M-Sens 2 for continuous moisture measurement of coal powder
- DensFlow for continuous flow measurement of sinter and/or pellets.
- ProGap for level measurement of storage silos
- Dusty / ProSens for filter monitoring in silos
- Dusty / ProSens for monitoring individual filters
Preparing iron ore
In iron ore preparation, pellets and sinter are produced. When iron ore is in powder form, it cannot be used in the blast furnace as it can cause blockages. For this reason, the ore must be processed for use in the production process.
Sintering refers to the process used to shape the material. During this process, material particles (+/- 6 mm in size) are bonded together. Sintering takes place in an oven where the temperature remains below the melting point of the iron ore. It must not become liquid. The temperature is just below the melting point, increasing the number of contact points between the material grains. As a result, the ore bonds together, forming a porous mass. This mass is broken down into a suitable size for the blast furnace (5–40 mm). Sintered ore allows for a fast reduction reaction due to its high gas permeability.
The remaining iron ore powder, which is too small for the sintering process, is used to make pellets. These pellets consist of the remaining iron ore powder mixed with water and binders (limestone and coal powder). This produces pellets with a diameter of 10–30 mm. By baking these pellets in a continuous oven, they are made suitable for the blast furnace.
Mass flow measurements
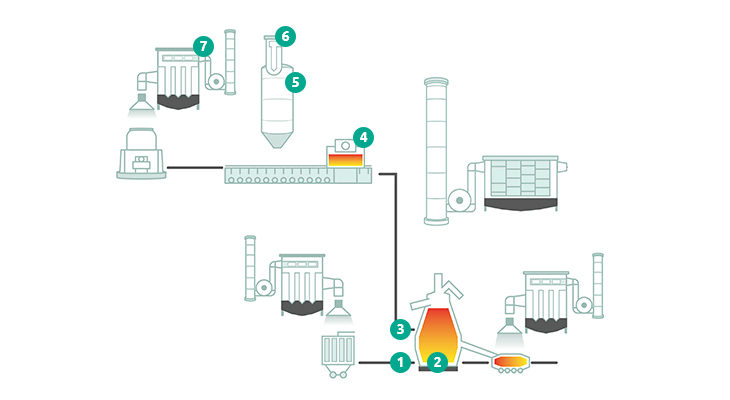
 Through heat treatment, coal is converted into coke. The coke, together with the pellets and sinter, is directed toward the blast furnace. Limestone is also added. For an efficient process, a good supply of these materials is necessary. The DensFlow (1) is used for this purpose, specially developed for measuring flow during pneumatic transport of dry bulk. For optimal process flow, it is important that the flow rate is evenly distributed across all pipelines. The DensFlow measures the mass flow in each pipeline simultaneously, allowing these measurements to be used to regulate flow via control valves. To measure the flow of crushed sinter and pellets, a DensFlow (4) is employed. A major advantage of this system is that it performs contactless measurements, ensuring the sensor is not exposed to the product in the process. This extends the sensor’s lifespan and prevents it from interfering with the flow.
Through heat treatment, coal is converted into coke. The coke, together with the pellets and sinter, is directed toward the blast furnace. Limestone is also added. For an efficient process, a good supply of these materials is necessary. The DensFlow (1) is used for this purpose, specially developed for measuring flow during pneumatic transport of dry bulk. For optimal process flow, it is important that the flow rate is evenly distributed across all pipelines. The DensFlow measures the mass flow in each pipeline simultaneously, allowing these measurements to be used to regulate flow via control valves. To measure the flow of crushed sinter and pellets, a DensFlow (4) is employed. A major advantage of this system is that it performs contactless measurements, ensuring the sensor is not exposed to the product in the process. This extends the sensor’s lifespan and prevents it from interfering with the flow.
Blast furnace
 By injecting air into the blast furnace, pulverized coal is transported into the furnace. It is carried by the air. It is crucial for the combustion process that the correct amount of coal powder is introduced into the process. The FlowJam (2) is used to measure Flow/NoFlow. The FlowJam detects whether flow is occurring, blockages are present, or if there is a halt. A blockage is immediately detected, allowing an operator to quickly intervene. In the steel industry, halting the process is simply not an option.
By injecting air into the blast furnace, pulverized coal is transported into the furnace. It is carried by the air. It is crucial for the combustion process that the correct amount of coal powder is introduced into the process. The FlowJam (2) is used to measure Flow/NoFlow. The FlowJam detects whether flow is occurring, blockages are present, or if there is a halt. A blockage is immediately detected, allowing an operator to quickly intervene. In the steel industry, halting the process is simply not an option.
Moisture measurement of coal powder
Coal powder (pulverized coal) is injected into the blast furnace via air injection. The moisture content of the pulverized coal must be continuously monitored before entering the blast furnace. For this, the M-Sens 2 (3) is used, a moisture meter designed for in-line moisture measurement of solids. The moisture measurement contributes to the quality control of the combustion process. The lower the moisture content of the coal, the better the combustion.
Measurements in silos
 To ensure storage silos do not exceed or fall below certain levels, the ProGap (5) is used. This level switch measures silo levels in a non-contact manner, preventing overloading of a silo.
To ensure storage silos do not exceed or fall below certain levels, the ProGap (5) is used. This level switch measures silo levels in a non-contact manner, preventing overloading of a silo.
It is also essential to monitor the silo’s filter. The Dusty or ProSens (6) is installed for this purpose. Both are designed to perform reliable and fast dust measurements after filters and are suitable for filter monitoring. The Dusty is pre-calibrated, whereas the ProSens is calibrated on-site, making the ProSens much more accurate than the Dusty. Additionally, the Dusty is mainly used to detect filter damage early, allowing intervention before the filter completely fails. The ProSens, in addition to the Dusty’s functionalities, also enables the measurement of filter leakage, trend monitoring based on actual dust amounts, and emission measurements.
Measurements at the air outlet
 At the air outlet, the air is passed through a filter housing. To monitor the filters for tears, a
At the air outlet, the air is passed through a filter housing. To monitor the filters for tears, a
Dusty or ProSens (7) is installed on each filter. This ensures that in the event of a torn filter, action can be taken quickly, keeping the plant within emission guidelines.
