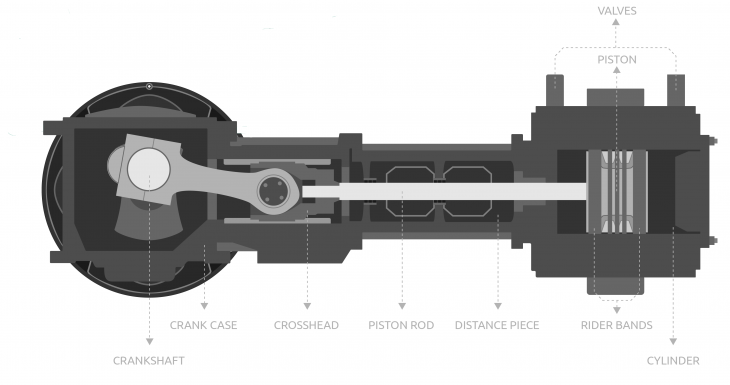
To monitor the condition of reciprocating machinery, also known as piston compressors, traditional vibration measurement methods were applied for a long time. However, it became clear that these measurements are not reliable to monitor the condition of such machinery. Therefore, techniques have been developed that are specifically suitable to monitor reciprocating machinery. One of these techniques is rod drop monitoring, where the drop of piston rod as a result of wear on the rider bands is monitored. A rider band is the component that causes the piston to slide through the cylinder chamber without damaging the cylinder wall. Over time these rider bands wear out. By monitoring the piston rod drop, it can be determined when the rider band needs to be replaced before damage occurs. Rod drop monitoring contributes to a condition based maintenance (CBM), or predictive maintenance, strategy.
Rod drop measurements
Rod drop monitoring is applied to reciprocating machines that use rider bands to support the piston inside the cylinder. The purpose of rod drop monitoring is to determine the wear of the rider bands. Wear on these rider bands can lead to contact (friction) between the piston and the cylinder wall, leading to damages. Monitoring rider band wear allows operators to efficiently schedule the replacement of these rider bands during a turnaround/standstill that was already scheduled. Moreover, early detection of rider band wear gives the operator time to shut down the machine before excessive damages and (dangerous) machine failures occur.
To detect wear on the rider bands the position (relative to the reference point) of the piston needs to be monitored. However, measuring the actual drop of the piston is very difficult because of the high pressure in the pressure chamber. Instead of measuring the actual drop of the piston, the drop of the piston rod is measured, which is way more accessible. Rod drop monitoring provides information about the condition of the rider bands by monitoring changes in the position of the piston rod.
Methods
Generally, two primary methods are distinguished for rod drop monitoring:
Proximity probe measurements
With proximity probe measurements the probe is mounted vertically above or under the piston rod. A proximity probe works by using eddy current technology, which measures the distance between the sensor and a metal object. In the case of a rod drop measurement it measures the distance between the sensor and the piston rod. When the piston rod moves relative to the sensor, the change in distance (position of the piston rod) is detected. These measurements make it possible to determine the position of the piston rod, after which the measurements are used for trending. This trend is then used to predict when rider bands are close to wearing down and need to be replaced.
Mechanical measurements
Generally, two mechanical methods are distinguished for rod drop monitoring. The first method uses a block of abrasive material with a space inside that contains nitrogen. This block is placed directly under the piston rod. When the piston rod drops as a result of wear on the rider band, the block will wear down until a point where nitrogen escapes. This nitrogen leak will cause a decrease in the pressure supply, leading to an alarm or machine shutdown.
The second mechanical method for rod drop monitoring involves a type of roller that is mounted under the piston rod. When the rider band wears down, the piston rod drops gradually till a point where it touches the roller. Upon contact between the piston rod and the roller, the roller will start rotating, which means that, as with the other mechanical method, nitrogen escapes. Likewise, this nitrogen leak will cause a decrease in the pressure supply, leading to an alarm or machine shutdown.
The biggest disadvantage of mechanical rod drop systems is the inability to do measurements, and use these measurements for trending. The only thing these mechanical systems provide is an alarm that is triggered when the rider bands are worn out. There is no indication of the extent to which the rider band is worn out. A proximity sensor measures the actual drop of the piston rod, and therefore the extent to which the rider band is worn out. Using the proximity sensor measurements a trend can be build, allowing for better maintenance planning (CBM).
Assumptions
There are some assumptions that must be met in order to obtain a reliable rod drop measurement. The basic assumption for rod drop monitoring is that the piston leans on the bottom of the cylinder because of gravitational force. It can thus be assumed that a change in the position of the piston rod is proportional to the change in the position of the piston, due to the wear of the rider band. It must also be assumed that the only thing that changes the position of the piston rod is the effect of the worn rider band.
The assumption that the change in the position of the piston rod is proportional to the change of the position of the piston, comes from the principle of similar triangles. This principle is schematically displayed on the figure below.
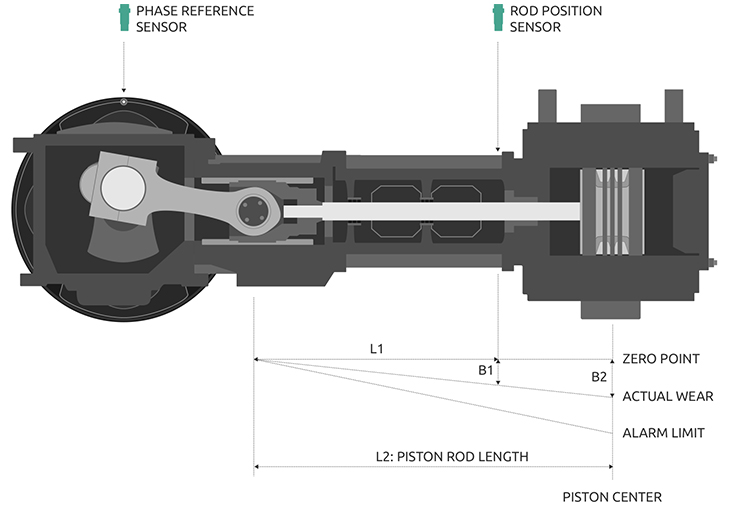
When a proximity probe is used for rod drop monitoring, the measurement can be corrected by using a certain correction factor. This correction factor is based on the ratio that follows from the difference between the measured drop of the piston rod (B1) and the actual drop of the piston (B2). By applying this correction factor to the rod drop measurement, the actual rider band wear will show. However, applying such a correction factor may cause problems. When a measurement error occurs, this incorrect measured value will be corrected with the correction factor, resulting in a wrong view of the actual rider band wear. It is therefore very important that reliable measurements are taken. A number of factors that influence the reliability of rod drop measurements are discussed consecutively.
Installation and application; points of attention
The installation of the sensor is crucial for a reliable measurement. We have listed the 5 most important points of interest:
It is crucial that the sensor is mounted as close to the cylinder as possible. This goes for both proximity sensors and mechanical sensors. This minimizes the effect that occurs when applying the aforementioned correction factor to a measurement error. The closer the sensor is mounted to the piston, the less impact measurement errors will have.
For larger pistons thermal expension, in the period between a cold shutdown and an active process, can differ significantly. It is therefore recommended to align the cylinder alignment low on the crosshead so that there is room for thermal expansion. As soon as the piston expands radially due to heat, the piston rod will be lifted relative to the rod drop sensor. This should be taken into account when installing and determining the position of the rod drop system.
The assumption that the piston leans on the bottom of the cylinder due to gravity is not a realistic assumption for pistons with a small diameter. For pistons with a small diameter (less than 150 mm) a large part of the piston rod is located in the cylinder casing. Improper alignment or effects on the cylinder casing can lead to a floating piston. The radial forces do not lower the piston, but a combination of forces pushes the piston up or to the side. If this occurs, you can choose to place two proximity probes, where one measures horizontally and the other vertically (X-Y probes).
The length of the piston rod can also affect the measurement. The longer the piston rod is, the more likely it is to be flexible to some extent. This is especially the case with pistons with a large diameter. Flexibility of the piston rod may affect the rod drop measurement. In order to reduce the effect of piston rod flex on the rod drop measurement, the signal of the proximity probe can be measured at a fixed point during the revolution of the crankshaft. This is known as phase-triggered; a phase reference is set on which the measurement is triggered.
It is important that the probe is mounted in such a way that it is not subject to heat expansion or vibration. If the probe moves relative to the piston rod, it makes the measurement unreliable. In addition, it is important for pistons with a large diameter to place a probe that has a larger range. When there is thermal expansion, the piston rod will not move out of the range of the proximity probe.
Triggered Rod Drop Module – RecipSys 200
![]() The two-channel Triggered Rod Drop Module (RecipSys 200) is developed by Istec International and is suitable for monitoring the condition of rider bands of the piston of a reciprocating machine. “Triggered” means that the rod drop measurement takes place at a fixed point during the revolution of the crankshaft. As a result, a reliable trend can be made in due course. Many existing rod drop systems are part of a larger system that is suitable for large applications, and therefore require a cost-intensive investment. The RecipSys 200, on the other hand, is very cost-efficient and therefore applicable to small, medium and large applications.
The two-channel Triggered Rod Drop Module (RecipSys 200) is developed by Istec International and is suitable for monitoring the condition of rider bands of the piston of a reciprocating machine. “Triggered” means that the rod drop measurement takes place at a fixed point during the revolution of the crankshaft. As a result, a reliable trend can be made in due course. Many existing rod drop systems are part of a larger system that is suitable for large applications, and therefore require a cost-intensive investment. The RecipSys 200, on the other hand, is very cost-efficient and therefore applicable to small, medium and large applications.

